Система мониторинга состояния оборудования и диагностики неисправностей (EMDS): от ожиданий до цеха
2026-01-13
содержание
- Что на самом деле скрывается за аббревиатурой EMDS
- Практика внедрения: где теория сталкивается с реальностью
- Кейс: от диагностики до предотвращения простоя
- Где EMDS не панацея, а лишь инструмент
- Интеграция в общую систему управления предприятием
- Итоговые мысли: стоимость владения vs. стоимость простоя
Когда слышишь про EMDS, первая мысль — это, наверное, какая-то панацея, которая всё видит, всё предсказывает и избавляет от внезапных остановок. На деле же, как показала практика внедрения на ряде наших объектов, это скорее очень грамотно выстроенный “слуховой аппарат” и “дневник наблюдений” для агрегатов. Главное заблуждение — ждать, что система сама, с нуля, решит все проблемы. Без правильно настроенных порогов, без понимания, что именно слушать на конкретном насосе или вентиляторе, это просто дорогой датчик, пишущий красивый график. Ключ — в интеграции опыта технологов и механиков в алгоритмы.
Что на самом деле скрывается за аббревиатурой EMDS
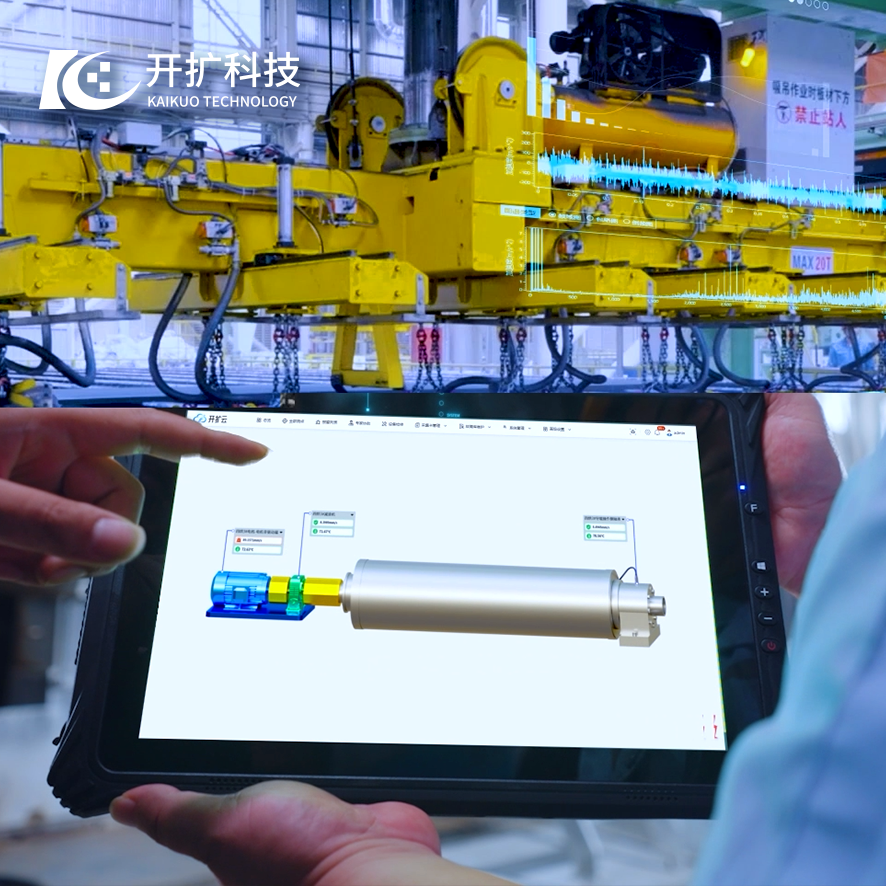
Если отбросить маркетинг, то система мониторинга состояния оборудования — это цепочка: датчик вибрации/температуры/процессных параметров -> шлюз передачи -> платформа для анализа. Суть не в сборе данных, а в их интерпретации. Например, для подшипника качения мы вылавливаем не просто общий уровень вибрации, а спектральные составляющие на частотах, кратных оборотам сепаратора, тел качения и наружного кольца. Раньше это делал виброаналитик с переносным прибором раз в месяц. Теперь система делает это непрерывно.
Но вот нюанс: если датчик поставить не в ту точку измерения или не в той ориентации, можно пропустить осевую составляющую, которая часто первой сигнализирует о проблеме. Учились на своих ошибках — на том же углеразмольном оборудовании. Поставили датчики только в радиальном направлении, а развитие дисбаланса из-за неравномерного износа начиналось с осевых колебаний. Пришлось пересматривать схему.
Именно поэтому в решениях, которые мы в итоге стали применять, например, от Кайко Технологии, важен не просто “железный” комплект, а методология. На их сайте https://www.kaikuo.ru видно, что они заточены под широкий спектр отраслей — от химии до горной добычи. Это косвенно говорит о гибкости подхода, потому что нюансы диагностики центробежного насоса на водоочистке и вентилятора главного проветривания в шахте — разные.
Практика внедрения: где теория сталкивается с реальностью
Внедряли одну из таких систем на бумагоделательной машине. Оборудование сложное, много валов, подшипников скольжения, шестерёнчатых передач. Задача была прикрыть наиболее ответственные узлы — сушильные цилиндры и их паровые соединения. Там и температура критична, и вибрация от биения.
Первая сложность — монтаж. Нужно было найти место для датчиков, куда не долетит брызгами вода и волокно, и где будет реально информативный сигнал. Пришлось согласовывать с производственниками, иногда отступать от “идеальной” точки измерения, но сохранять её физическую значимость. Система от ООО Хэнань Кайко Интеллектуальные Технологии в этом плане оказалась удобной — беспроводные датчики с автономным питанием упростили развёртывание на вращающихся частях.
Вторая сложность — настройка порогов. Взяли стандартные из ISO? Не работает. Фоновая вибрация от самой машины такая, что пороги по ISO будут постоянно завышены. Начали с исторических данных, за неделю работы, вычислили базовый уровень и ставили порог как +30% от него для предупреждения и +50% для аварийного сигнала. Для температуры сушильных цилиндров ориентировались на технологический допуск.
Кейс: от диагностики до предотвращения простоя
Самый показательный случай был с промышленным вентилятором на участке аспирации. Система диагностики неисправностей начала показывать медленный, но устойчивый рост вибрации на частоте, соответствующей скорости вращения. Спектр был относительно чистым, гармоник мало — классический дисбаланс.
Но причина была не в самом вентиляторе. Совместно с механиками начали проверку. Оказалось, что на входном патрубке постепенно оторвалась часть внутренней звукоизоляционной облицовки. Она висела лоскутом и периодически задевала крыльчатку, сбивая балансировку, но не постоянно. Без непрерывного мониторинга этот рост могли бы заметить только при плановом обходе, а там уже могло дойти до серьёзного контакта и повреждения лопаток.
Здесь сыграла роль именно предиктивная логика, а не аварийная сигнализация. Система отметила тренд. Это позволило запланировать остановку на ближайшее техокно, а не в авральном режиме, и устранить причину — закрепить облицовку. Экономия — десятки тысяч рублей на потенциальном ремонте и простое.
Где EMDS не панацея, а лишь инструмент
Не стоит думать, что такая система ловит всё. Есть нюансы. Например, зарождающиеся трещины в зубьях шестерён на ранней стадии дают очень слабые боковые полосы в спектре вокругmesh-частоты. Чтобы их уверенно детектировать, нужна очень высокая частота дискретизации и продвинутые алгоритмы вроде демодуляции. Не все коммерческие EMDS ?из коробки? на это способны. Часто нужно кастомизировать анализ под конкретный узел.
Ещё один момент — медленно развивающиеся процессы, вроде эрозии проточной части насоса. Чистая вибрация может почти не меняться, а вот КПД агрегата падает. Тут нужно тесная интеграция с данными SCADA — ток двигателя, давление, расход. Хорошие системы, как те, что применяет Кайко Технологии в металлургии и водоочистке, как раз позволяют добавлять такие процессные параметры в общую картину, строя многопараметрические модели здоровья агрегата.
Провальный опыт тоже был. Пытались мониторить вибрацию на редукторе с очень тяжёлым ударным характером нагрузки (дробильное оборудование). Фоновые ударные импульсы были такой амплитуды, что они маскировали любые развивающиеся дефекты. Пришлось признать, что для такого оборудования вибромониторинг в реальном времени малоинформативен, и вернуться к периодическому контролю ультразвуком и термографии.
Интеграция в общую систему управления предприятием
Отдельная головная боль — куда сыпятся тревоги. Если просто в мобильное приложение механика, их быстро начнут игнорировать из-за шума. Важно настраивать эскалацию. Первичное предупреждение — в интерфейс системы для дежурного. Если не квитировано за N времени — SMS старшему механику. Если параметр перешёл в аварийную зону — звонок или сигнал в АСУ ТП.
Для этого нужен открытый API, чтобы стыковаться с корпоративными мессенджерами или системами управления обслуживанием (EAM/CMMS). В наших проектах это критично. Нужно, чтобы созданная карточка на ремонт в CMMS автоматически привязывалась к графику вибрации, который вызвал тревогу. Это сокращает время на диагностику и принятие решения.
В этом плане, судя по описанию областей применения на сайте kaikuo.ru — от ветряных турбин до паротурбинных установок — их система заточена под сложные, распределённые объекты, где такая интеграция не роскошь, а необходимость. Генератор или турбина — это уже не просто оборудование, это элемент энергосистемы, и его данные должны стекаться в единый центр принятия решений.
Итоговые мысли: стоимость владения vs. стоимость простоя
Когда считаешь экономику для руководства, главный аргумент — не стоимость самой системы мониторинга и диагностики, а стоимость незапланированного простоя ключевого агрегата. Останов бумагоделательной машины — это сотни тысяч рублей в час. Останов турбины — ещё больше. Любое предупреждение за 24-72 часа до отказа даёт возможность подготовиться и минимизировать потери.
Но система требует вложений не только на этапе покупки. Нужен персонал (или подрядчик), который будет разбираться в данных, настраивать, фильтровать ложные срабатывания. Это не “поставил и забыл”. Это новый процесс, который нужно встроить в регламенты ТОиР.
В целом, если отбросить иллюзии, EMDS — мощнейший инструмент для перехода от ремонта по расписанию или по факту отказа к ремонту по фактическому состоянию. Но её эффективность на 30% определяется оборудованием и на 70% — компетенцией людей, которые с ней работают и интерпретируют её сигналы. Без этого это просто красивые графики на экране. Как и с любой другой интеллектуальной системой, главное — не железо, а голова.