Устройство сбора данных с вибродатчиков: не просто “коробочка” с АЦП
2026-01-15
содержание
Когда слышишь “устройство сбора данных с вибродатчиков”, первое, что приходит в голову — плата с аналоговым входом, АЦП и какой-никакой памятью. В теории да. На практике же разница между такой платой и промышленно пригодным устройством сбора данных — это пропасть, в которой тонут десятки “универсальных” решений. Основная ошибка — считать, что главное это разрядность и частота дискретизации. На деле, куда важнее оказалась устойчивость к помехам в цепях питания и земляным петлям на том же металлургическом комбинате, вопросы синхронизации нескольких устройств по сети и, как ни странно, банальное удобство монтажа и конфигурации в полевых условиях, когда руки в перчатках, а вокруг мороз или влажность.
От датчика к цифре: что часто упускают из виду
Взял я как-то на тест одно из распространённых решений, позиционируемое как промышленное. Подключил IEPE-датчики, запустил. Спектры вроде бы считает. Но начались странные артефакты на низких частотах — плавающий постоянный смещение. Оказалось, проблема в схеме питания самого IEPE-источника тока в устройстве. При скачках температуры или нестабильном внешнем питании от 24В, этот ток “плыл”. А для диагностики подшипников, где важны низкочастотные компоненты, это критично. Пришлось допиливать внешними стабилизированными источниками. Вывод: качество аналоговой части, особенно для IEPE, — это первое, на что надо смотреть. Не гигагерцы, а микровольты.
Другая история — синхронизация. Для анализа перекрестных спектров или когерентности между точками на большой машине, например, на многоподшипниковом валу бумагоделательной машины, нужно, чтобы данные с разных каналов и даже с разных устройств сбора были строго привязаны к единой временной метке. Многие системы полагаются на синхронизацию по Ethernet, что в условиях цеха с мощными электроприводами может давать сбои. Мы перешли на использование выделенных линий синхронизации (типа PPS) или синхросигнала от одного ведущего устройства. Без этого фазовая информация, ключевая для некоторых алгоритмов диагностики, просто теряет смысл.
И конечно, гальваническая развязка. Казалось бы, банальность. Но сколько раз видел, что её экономят. Подключил датчик на турбине, а его корпус заземлён в одной точке, устройство сбора — в другой, между ними потенциал в пару вольт. Помеха гарантирована. Хорошее промышленное устройство сбора данных с вибродатчиков должно иметь развязку и по цепям питания, и по аналоговым входам, и по цифровым интерфейсам. Это не прихоть, это необходимость для выживания в реальной электросети предприятия.
Программная часть: сбор — это только полдела
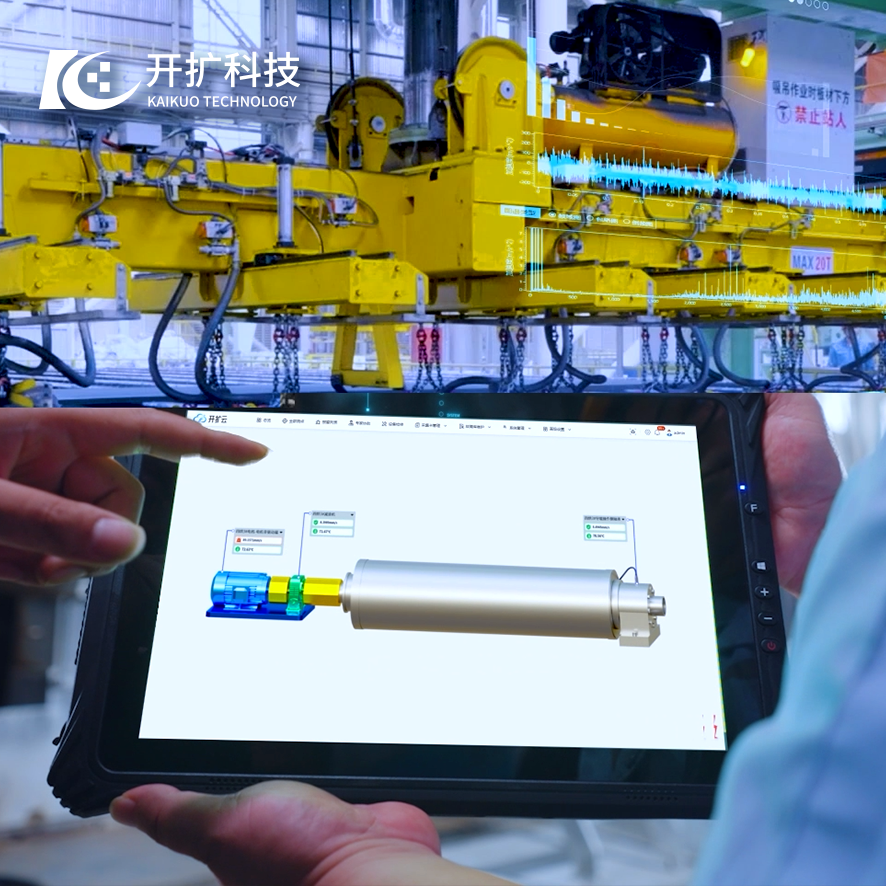
Железо собрало данные. А что дальше? Сырые временные ряды — это гигабайты информации. Ключевой момент — что устройство делает с ними на месте. Ранние наши наработки просто стримили всё в SCADA или на сервер. Это создавало колоссальную нагрузку на сеть и систему хранения. Сейчас акцент сместился на предварительную обработку на краю (edge computing).
Например, устройство должно в реальном времени считать не просто сырой сигнал, а вести расчёт среднеквадратических значений (СКЗ) в нескольких частотных полосах, пиковых факторов, кепстральный анализ для диагностики шестерён. И уже эти сжатые диагностические признаки, а не гигабайты волновых форм, отправлять на верхний уровень. Это резко снижает требования к пропускной способности и позволяет строить распределённые системы мониторинга десятков машин. Именно такой подход заложен в системах, которые мы применяем, например, в решениях для мониторинга ветряных турбин или промышленных вентиляторов, где точки контроля разнесены на сотни метров.
Здесь же встаёт вопрос надёжности ПО. Перезагружать его для обновления конфигурации каждую неделю нельзя. Мы пришли к использованию ОС реального времени для критичных задач сбора и базовой обработки, а более высокоуровневую логику (отправка отчётов, пользовательский интерфейс) выносим в отдельный процесс. Если он ?упадёт?, сбор данных не прервётся. Это важно для непрерывных процессов в химической или фармацевтической промышленности.
Кейс из практики: бумагоделательная машина
Хороший пример — внедрение системы мониторинга на секцию сушильных цилиндров бумагоделательной машины. Задача: контролировать вибрацию подшипников десятков цилиндров, вращающихся с разной скоростью. Использовали многоканальные устройства сбора данных, размещённые непосредственно у каждого цилиндра. Основная сложность — синхронный сбор с привязкой к обороту каждого вала (так называемый синхронный усредненный анализ). Для этого использовали датчики оборотов на каждом приводе.
Проблема обнаружилась неожиданная: вибрационные помехи от системы парораспределения. Удары пара при впуске создавали высокоамплитудные импульсы, которые “забивали” спектр. Пришлось настраивать полосовые фильтры непосредственно в устройстве сбора, чтобы отсечь этот высокочастотный шум и выделить именно интересующий нас диапазон частот подшипников качения. Без возможности тонкой настройки фильтров “на борту” устройства пришлось бы таскать километры экранированного кабеля к центральному серверу для обработки, что экономически и технически нецелесообразно.
В итоге, система успешно выявила развитие дефекта на подшипнике одного из цилиндров на ранней стадии — по росту гармоник и боковых полос в спектре. Остановка была запланирована, замену произвели до аварийного разрушения, что сэкономило не только деньги на ремонт, но и недели простоя. Это тот случай, когда правильно подобранное и настроенное устройство сбора и первичной обработки данных оказалось ключевым звеном.
Интеграция в общую систему: важность “единого языка”
Само по себе устройство — вещь бесполезная. Его ценность раскрывается только в системе. Мы часто работаем с платформой ООО Хэнань Кайко Интеллектуальные Технологии, а именно с их системой EMDS (Equipment Monitoring and Diagnosis System). Для нас было важно, чтобы наши устройства сбора могли не просто отправлять туда данные по какому-то протоколу, а чтобы этот протокол был эффективным и поддерживал всю необходимую метаинформацию.
Например, передача не только значений СКЗ, но и статуса самого устройства (температура, уровень сигнала, ошибки связи с датчиком), меток времени, качества синхронизации. Платформа Kайко Технологии, судя по их сайту, как раз охватывает широкий спектр отраслей — от горнодобывающей до пищевой. А это значит, что их система должна уметь работать с данными от разнородного оборудования. Наш опыт интеграции показал, что использование открытых или хорошо документированных протоколов (например, MQTT с определённой структурой топиков) значительно ускоряет развёртывание. Мы смогли адаптировать свои шлюзы для прямой передачи диагностических признаков в их EMDS, что позволило заказчику видеть данные с наших датчиков в едином интерфейсе с другими подсистемами.
Особенно это востребовано для сложных объектов вроде паротурбинных установок или насосных станций, где вибрационный контроль — лишь одна из многих систем (температура, давление, расход). Возможность устройства сбора данных выступать как интеллектуальный узел в такой экосистеме, а не как “чёрный ящик” с аналоговым выходом, становится его ключевым конкурентным преимуществом.
Взгляд в будущее: что ещё хотелось бы видеть в таких устройствах
Если говорить о развитии, то сейчас явный тренд — это встраивание более сложных алгоритмов искусственного интеллекта непосредственно в edge-устройство. Не просто предрасчёт признаков, а, скажем, автономное обнаружение аномалий в режиме реального времени, сравнение с эталонными моделями для конкретного типа вращающегося оборудования.
Технически это уже возможно. Вопрос в балансе стоимости, энергопотребления и надёжности. Второе направление — улучшение самодиагностики. Устройство должно не только собирать данные о машине, но и уверенно сообщать о проблемах с самим собой: дрейф калибровки, ухудшение отношения сигнал/шум канала, загрязнение разъёма. Это повышает доверие к системе в целом.
И последнее — унификация конфигурации и калибровки. До сих пор в отрасли царит разнобой. Хочется, чтобы подключаешь датчик к устройству, а оно уже само опознаёт его тип, серийный номер, калибровочные коэффициенты (через электронный паспорт датчика, например). Это сэкономило бы массу времени и исключило человеческие ошибки при настройке больших систем мониторинга, где счет датчиков идёт на сотни. Пока же это чаще мечта, чем реальность, но работа в этом направлении ведётся.