Прецизионный диагностический анализатор вибрации: не просто пищалка для подшипников
2026-01-12
содержание
Когда слышишь это словосочетание, первое, что приходит в голову — дорогой импортный прибор с кучей кнопок и идеальными графиками. Многие так и думают, особенно начальство, которое хочет волшебную таблетку. Купил анализатор — и все проблемы с оборудованием решены. На деле же, прецизионный диагностический анализатор вибрации это лишь очень точная указка. Он показывает, куда смотреть, но не говорит, что именно делать. И если оператор не понимает, что за спектр перед ним, или не знает, как правильно поставить датчик, хоть сто тысяч долларов за прибор заплати — толку будет ноль. Сам через это проходил, когда лет десять назад нам в цех привезли первую умную штуковину. Все радовались, а через месяц она пылилась в шкафу, потому что спектры снимали как попало, а тренды вели в Excel вручную. Полный провал.
Где тонко, там и рвется: опыт внедрения в реальных условиях
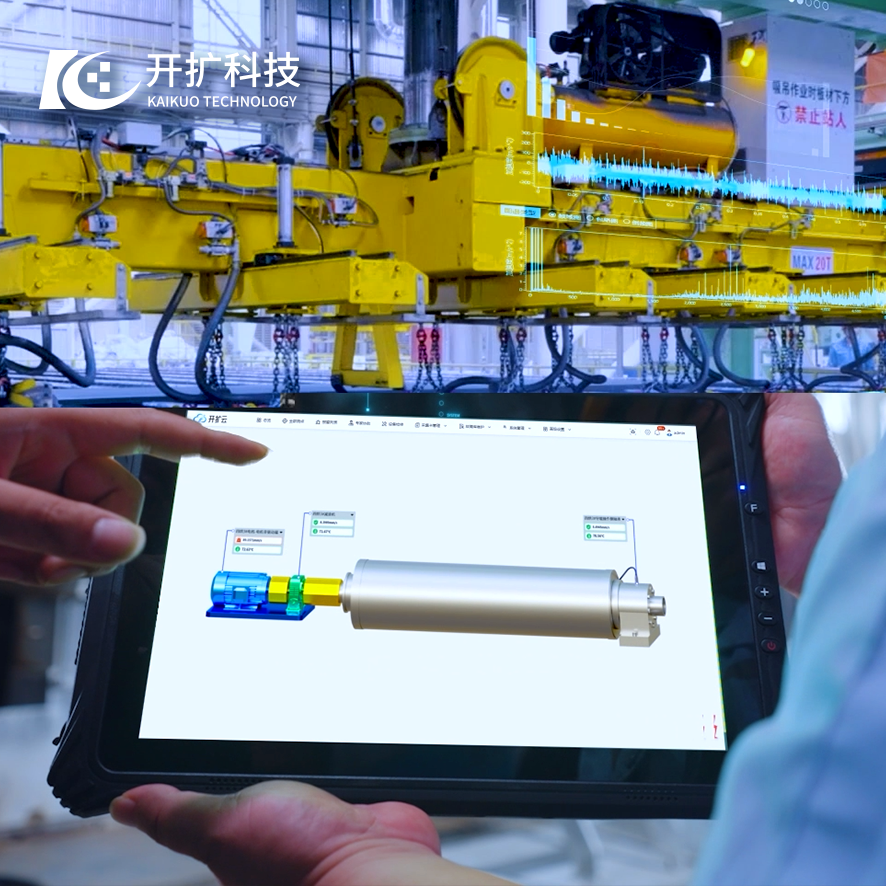
Вот возьмем, к примеру, нашу историю с системой мониторинга от Кайко Технолоджи. Ребята из ООО Хэнань Кайко Интеллектуальные Технологии предлагали не просто прибор, а комплекс — их EMDS. Сайт у них, кстати, там подробно расписано про применение в химии, бумаге, водоочистке. Мы как раз на текстильном комбинате мучились с огромными сушильными барабанами — вибрация есть, но откуда она, непонятно. То ли дисбаланс, то ли фундамент просел, то ли подшипник начинает сыпаться. Стандартный переносной анализатор давал общий уровень, но причину не показывал.
Решили попробовать их систему с прецизионными датчиками. И сразу первая засада — монтаж. Технологи с Кайко говорили: Крепите на чистую, обезжиренную поверхность, ось датчика должна быть строго перпендикулярна или параллельна. Звучит просто. Но попробуй прилепи магнитный держатель на горячий, покрытый пылью и волокнами корпус подшипника сушилки. Магнит слабый, температура высокая, место тесное. Первые замеры были полной ерундой, спектр плыл. Пришлось самим колхозить переходные шпильки и теплоотводящие прокладки. Это тот нюанс, который в брошюрах никогда не пишут.
И вот когда датчик встал как надо, анализатор начал показывать чудеса. На спектре одного из барабанов четко проявилась гармоника на частоте, кратной оборотам. Но не первая, а вторая и третья. Это уже не просто дисбаланс, это намек на misalignment, возможно, перекос вала. Плюс, появился небольшой боковой пик на частоте внешнего кольца подшипника — едва заметный. Без прецизионного анализа его бы просто проигнорировали, списали бы на шум. А так — мы его в тренд занесли. Через три месяца амплитуда этого пика выросла в 4 раза, хотя общий уровень вибрации поднялся всего на 20%. Вот она, прецизионность. Она позволяет поймать дефект в зародыше, а не когда уже стучит.
Не только графики: как данные превращаются в решения
Самая большая ошибка — накопировать терабайты данных и не знать, что с ними делать. Система Кайко хороша тем, что она не просто хранит исторические спектры. Она умеет строить тренды по конкретным частотным полосам, которые ты сам задашь. Например, мы для того же подшипника выделили три полосы: вокруг частоты внешнего кольца, внутреннего и тел качения. И смотрим не на общий уровень, а на эволюцию каждой из этих полос.
Был случай с центробежным вентилятором на очистных. Общий уровень вибрации был в норме, зеленый. Но анализатор, интегрированный в их EMDS, показал растущий тренд на частоте, характерной для лопастного срыва. Диагностировали начало кавитации на входе из-за неправильно приоткрытой заслонки. Если бы ждали, пока затрясет всем корпусом, можно было бы и до разрушения рабочего колеса дождаться. Перерегулировали, тренд пошел вниз.
Здесь важно вот что: сам по себе анализатор — железка. Его мозг — это софт и, что главное, голова инженера. Нужно постоянно спрашивать себя: А почему эта гармоника появилась? А почему фаза сигнала на двух датчиках, установленных под 90 градусов, изменилась? Иногда ответ лежит не в механике, а в технологии. Та же бумагоделательная машина: вибрация нарастала циклически. Оказалось, связано с изменением натяжения полотна и влажности бумажной массы. Прибор показал корреляцию, а люди уже нашли причину в цехе.
Подводные камни и ложные срабатывания
Идеальных систем не бывает. Расскажу про наши грабли. Одна из главных проблем — наводки и помехи. Цех — среда агрессивная. Частотные приводы, силовые кабели, сварочные аппараты. Один раз потратили неделю, разыскивая источник высокочастотной вибрации на редукторе. Спектр показывал четкий пик на 2500 Гц. Разобрали — ничего. Оказалось, датчик стоял рядом с кабелем питания неэкранированного частотника. Наводка. После экранирования и перекладки кабеля пик исчез. Теперь это — пункт номер один в инструкции по замерам.
Еще момент — температурный дрейф. Особенно для постоянных датчиков, которые стоят годами. Их чувствительность может немного меняться. Если анализатор не имеет функции периодической калибровки или учета поправочного коэффициента по температуре, тренды могут врать. Мы раз в год теперь делаем контрольный замер эталонным переносным датчиком в ключевых точках, чтобы проверить калибровку стационарной системы. Это рутина, но без нее нельзя доверять долгосрочным данным.
И, конечно, резонансы. Была история с насосом, у которого вибрация скачкообразно увеличивалась при определенной нагрузке. Все грешили на гидравлику. А прецизионный анализ с построением АЧХ (амплитудно-частотной характеристики) показал, что при рабочей скорости частота вращения проходит через собственный резонанс рамы насоса. Не оборудование плохое, а фундамент и крепления не рассчитали. Усилили раму, проблема ушла. Анализатор спас от дорогостоящей замены самого насоса.
Интеграция в общую систему: от диагностики к предиктивной аналитике
Современный прецизионный диагностический анализатор — это не островок. Он должен стыковаться с АСУ ТП, с системами SCADA. В том же комплексе EMDS от Кайко это заложено. Данные по вибрации можно сопоставлять в реальном времени с температурой, давлением, расходом, мощностью двигателя. Это уже следующий уровень.
На металлургическом участке у нас стоит клеть прокатного стана. Критичный узел — шестеренная клеть. Анализатор вибрации настроен на контроль осевых и радиальных составляющих. Но одного этого мало. Мы связали его данные с моментом на валу и температурой масла. И получили комплексный портрет здоровья узла. Теперь система может не просто сказать вибрация повышена, а выдать: Повышение вибрации на 2-й гармонике частоты зацепления при одновременном росте температуры масла на 8 градусов. Вероятная причина — износ зубьев шестерни или ухудшение условий смазки. Это уже конкретная заявка механикам на проверку.
Для горнодобывающего или фармацевтического оборудования, где доступ ограничен, такая интеграция — спасение. Не нужно постоянно лазить к оборудованию. Все данные идут онлайн, а выездная бригада с переносным прецизионным анализатором выезжает уже по конкретному тревожному сигналу, для уточняющей диагностики. Экономия времени и средств колоссальная.
Вместо заключения: мысль вслух
Так что же такое этот прецизионный анализатор в итоге? Для меня это — натренированный слух и зрение инженера, вынесенные в отдельный цифровой инструмент. Он не заменяет специалиста, а усиливает его. Позволяет услышать шепот механизма за грохотом цеха. Ключевое слово — прецизионный. Это про деталь, про nuance, про умение отличить зарождающийся дефект от фонового шума.
Системы вроде той, что предлагает ООО Хэнань Кайко Интеллектуальные Технологии, хороши именно комплексным подходом: от датчика до алгоритмов анализа, заточенных под конкретные типы оборудования — те же турбины, генераторы, насосы. Но успех на 70% зависит от людей, которые эту систему внедряют и обслуживают. Нужно любить ковыряться в спектрах, строить гипотезы и иногда ошибаться. Без этого любая, даже самая дорогая прецизионная техника превратится в бесполезную игрушку. Проверено на практике. Думаю, коллеги меня поймут.