Прибор для сбора данных о вибрации: не просто датчик и регистратор
2026-01-12
Когда говорят про прибор для сбора данных о вибрации, многие сразу представляют себе какой-то универсальный ящик с проводами, который воткнул — и всё видно. На деле же, это часто целая головная боль. Сам по себе датчик — это полдела, а то и меньше. Важнее, что с этими данными делать дальше, как их интерпретировать, и главное — как организовать сам процесс сбора, чтобы это не превращалось в беготню с флешкой между цехами. Слишком часто сталкивался с ситуацией, когда купили дорогую аппаратуру, а толку — ноль, потому что нет системы. Данные лежат мёртвым грузом, тренды не строятся, предсказать отказ невозможно. Вот об этом, о практической стороне дела, и хотелось бы порассуждать.
От простого замера к системе: эволюция подхода
Раньше, лет десять назад, всё было ?точечно?. Приходил специалист с переносным анализатором, стукал датчиком по контрольным точкам, записывал спектры. Потом уезжал, обрабатывал. Проблема в том, что так мы ловили уже развитые дефекты, когда вибрация зашкаливала и оборудование вот-вот встанет. Профилактика была условной. Сейчас тренд — постоянный мониторинг. Но и здесь есть ловушка: поставить датчики на всё подряд — дорого и не всегда оправданно.
Поэтому сейчас грамотный подход — это гибридный. На критичное, дорогое оборудование (те же турбины, большие вентиляторы, главные приводы) ставим стационарные системы. На менее важное — периодический сбор переносными приборами, но по жёсткому графику и с занесением в единую базу. Ключевое слово — единая база. Разрозненные файлы в разных папках убивают всю ценность данных.
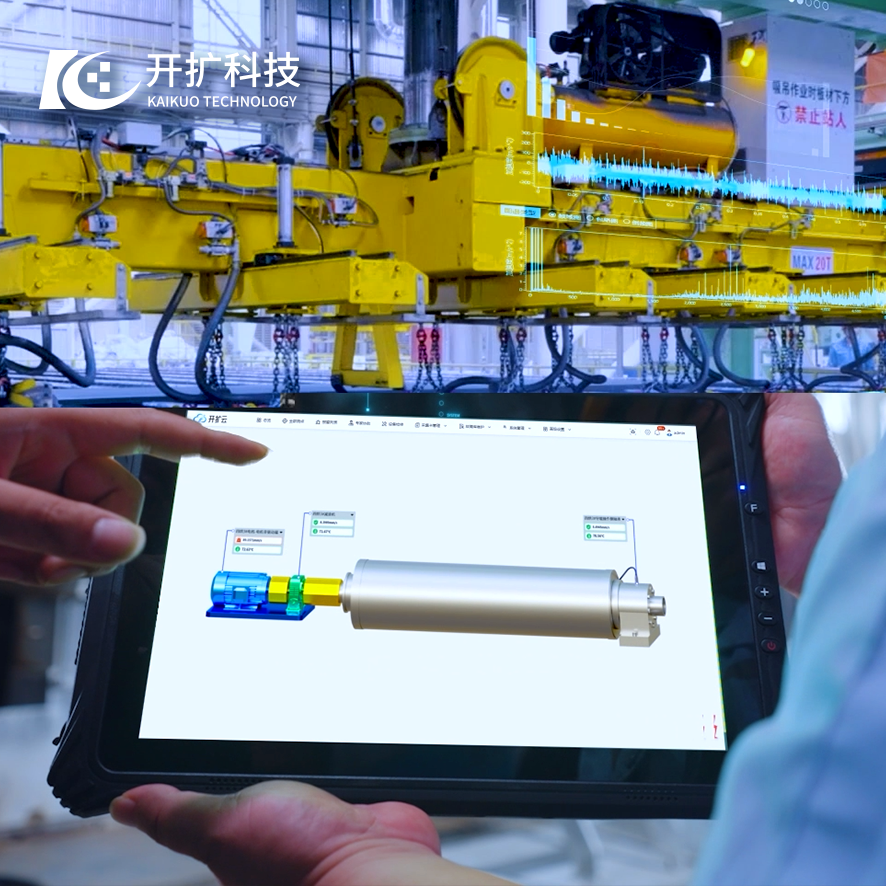
Вот, к примеру, вижу, как работают системы типа той, что предлагает ООО ?Хэнань Кайко Интеллектуальные Технологии? (их сайт — kaikuo.ru). Их EMDS — это как раз пример такого системного подхода. Это не просто набор датчиков, а платформа, которая данные собирает, хранит, анализирует и показывает тренды. Для химии, бумаги, водоочистки, где простой линии — это огромные убытки, такой подход — не роскошь, а необходимость. Но опять же, система должна быть живой, а не просто красивой картинкой в интерфейсе.
Выбор прибора: на что смотреть кроме цены
Часто закупку ведут по принципу ?берём тот, что подешевле и с большим количеством каналов?. Ошибка. Для периодического мониторинга важен не столько сам регистратор, сколько софт, который идёт в комплекте, и его совместимость с общей системой. Удобно ли загружать данные? Автоматически ли распознаются точки контроля? Или после каждого обхода нужно вручную переименовывать сотни файлов?
Ещё один нюанс — тип датчика и полоса пропускания. Для общего контроля подшипников качения хватает и 1 кГц, а вот для шестерён или подшипников скольжения в турбинах нужны высокочастотные акселерометры и полоса в десятки кГц. Была история на ТЭЦ: диагностировали насос, стандартным датчиком ловили высокочастотные биения от повреждённой шестерни — почти ничего не было видно. Поменяли на высокочастотный — картина сразу проявилась. Оборудование успели остановить до серьёзной поломки.
И конечно, защита. Прибор для сбора данных о вибрации часто работает в тяжёлых условиях: влага, пыль, масло, вибрация. Корпус должен быть соответствующим. Видел, как ?продвинутые? импортные образцы выходили из строя просто от конденсата внутри. Поэтому сейчас часто смотрю в сторону аппаратов с простой, но надёжной начинкой и прочным корпусом. Функционал — ровно тот, что нужен, без наворотов, которые никогда не используются.
Интеграция в общий контур диагностики
Самый сложный этап. Можно иметь лучшие в мире приборы, но если данные из них не стекаются в единый центр и не сопоставляются с другими параметрами (температура, давление, ток двигателя), то эффективность падает в разы. Система мониторинга состояния оборудования должна быть именно системой.
Например, в том же EMDS от Кайко Технологий заложена не только вибрационная диагностика, но и анализ технологических параметров. Это критически важно. Повысилась вибрация на подшипнике насоса. Это само по себе тревожно. Но если одновременно выросла температура и упало давление на выходе, картина неисправности становится совершенно иной, и рекомендации по ремонту будут более точными. Без такой интеграции мы можем поменять абсолютно исправный подшипник, пропустив реальную проблему в проточной части.
Особенно это актуально для вращающегося оборудования в горнодобывающей или металлургической промышленности, где условия крайне агрессивные, а доступ для измерений ограничен. Там система должна работать почти автономно, а инженер получать уже готовые алерты с предварительным диагнозом, а не сырые данные.
Типичные ошибки при внедрении и эксплуатации
Первая и главная — отсутствие чёткого регламента. Прибор купили, установили, а кто, когда и как часто должен собирать данные — не прописано. В итоге сбор идёт ?когда вспомнят?. Пропускается самое важное — начальная стадия развития дефекта.
Вторая — неправильная установка датчиков. Магнитный держатель — это быстро, но ненадёжно для точных измерений. Резонанс, плохой контакт — и спектр искажён. Для стационарного мониторинга датчики должны быть жёстко прикручены, а кабели — надёжно закреплены, чтобы не было их собственной вибрации.
Третья — игнорирование калибровки. Датчики со временем ?уплывают?. Если не проводить периодическую поверку или хотя бы сравнительный контроль, можно начать ?лечить? несуществующие проблемы или пропустить реальные. У себя в практике раз в квартал делаю контрольный замер на эталонном вибростенде для всех переносных датчиков. Это дисциплинирует и страхует от ошибок.
И последнее — перегрузка данными. Слишком частый опрос, тысячи каналов — и инженер тонет в потоке информации. Нужно умно настраивать пороги предупреждений и частоту опроса, исходя из критичности оборудования и его исторической надёжности.
Взгляд в будущее: что будет меняться
Сейчас уже очевидно движение в сторону беспроводных и встроенных датчиков с автономным питанием. Это снизит стоимость развёртывания систем постоянного мониторинга. Но здесь свои подводные камни — срок службы батареи, устойчивость радиоканала в цеху, полоса пропускания.
Ещё один тренд — предиктивная аналитика на основе ИИ. Система будет не просто показывать превышение уровня, а обучаться на исторических данных и предсказывать остаточный ресурс узла. Но для этого, опять же, нужна длительная история качественных данных. Говоря проще, чтобы ИИ начал помогать, нужно сначала годами аккуратно собирать данные старыми, ?тупыми? методами.
Внедрение таких решений, как система от Кайко Технологий, — это шаг в правильном направлении. Их опыт в химической, фармацевтической, текстильной отраслях говорит о том, что система отработана на реальных, сложных объектах. Но важно понимать: любая, даже самая продвинутая система, — всего лишь инструмент. Без подготовленных специалистов, которые понимают физику процессов в оборудовании и знают, как интерпретировать данные, даже лучший прибор для сбора данных о вибрации останется бесполезной железкой. Главное — это не сбор данных ради данных, а принятие решений, которые предотвращают остановку производства. Вот ради этого всё и затевается.