Температурно-вибрационный регистратор: не просто датчик, а история оборудования
2026-01-15
содержание
Когда слышишь “температурно-вибрационный регистратор”, многие сразу представляют себе этакий универсальный черный ящик, который прилепил к подшипнику — и все проблемы видишь как на ладони. На деле же, это скорее начальная, но критически важная точка входа в мир предиктивной аналитики. Основная ошибка — считать, что достаточно купить “крутой” прибор и все само наладится. Гораздо важнее, что ты будешь делать с этими цифрами, как интерпретируешь связку температуры и вибрации, особенно на сложных агрегатах вроде центробежных компрессоров или многоподшипниковых линий валов. Сразу скажу, сам через это проходил, когда лет десять назад мы начинали внедрять мониторинг на бумагоделательных машинах — данные есть, а понимания, что именно кричит тебе эта спектральная составляющая на 2Х частоты вращения, нет.
От показаний к диагнозу: где кроется сложность
Сам по себе температурно-вибрационный регистратор дает лишь сырые данные. Вибрация в мм/с или g, температура в °C. Ключевой момент — это контекст. Например, рост температуры на корпусе подшипника качения при относительно стабильной вибрации может говорить о начинающихся проблемах со смазкой или затяжкой. А вот если вибрация по осевой компоненте поползла вверх, а температура почти не изменилась — это классический признак нарушения соосности или дисбаланса. Но такую картину ты увидишь только при регулярном, а лучше постоянном мониторинге в одних и тех же точках измерения. Разовые обходы с портативным регистратором, увы, часто запаздывают с диагностикой.
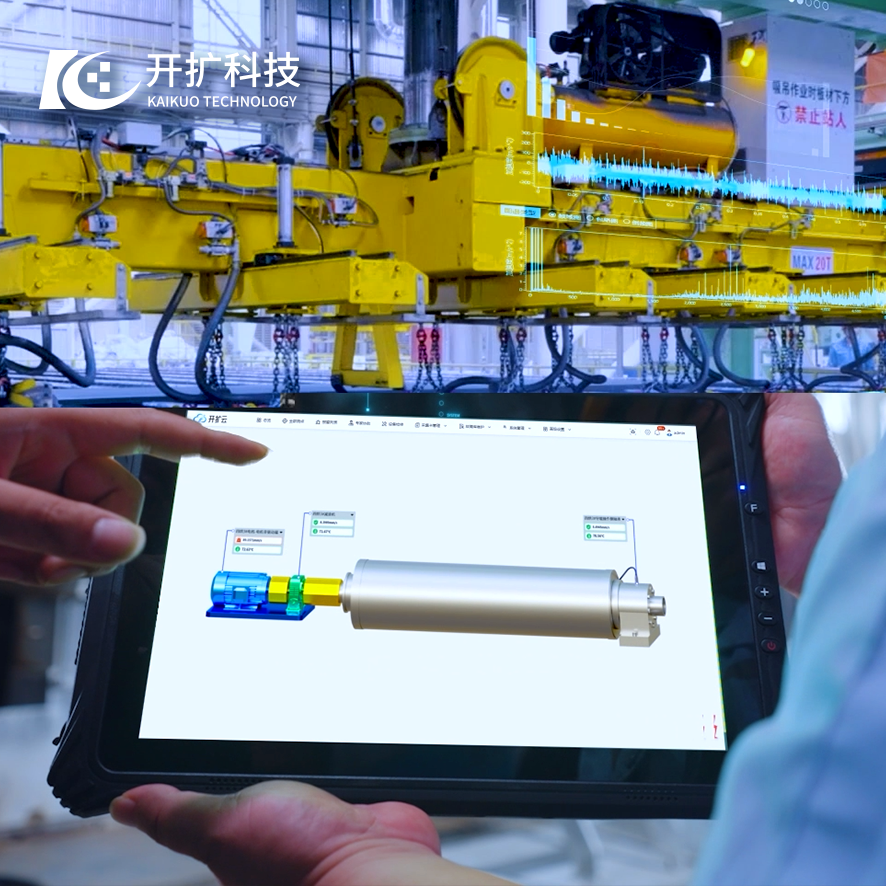
Вот тут и выходит на сцену системный подход. Мы, например, для критичного вращающегося оборудования перестали полагаться на ручные проверки. Внедрили стационарные системы, где датчики температуры и вибрации работают в паре, передавая данные на единую платформу. Это позволяет строить тренды и видеть отклонения не по одному параметру, а по их совокупности. Помню случай на очистных сооружениях с многоколесным насосом: вибрация была в норме, но температурный датчик на торцевой опоре показал медленный, но неуклонный рост на 1.5°C в неделю. Вскрытие показало начинающийся износ уплотнительного кольца — проблема, которая через месяц-два привела бы к течи и остановке линии.
Поэтому для меня регистратор — это не изолированный прибор, а узел в сети. Особенно в таких отраслях, как химия или фармацевтика, где цена простоя запредельна. Важно, чтобы данные с него не просто архивировались, а попадали в систему, способную их анализировать по заданным алгоритмам. Примерно так, как это делает система EMDS от Кайко Технологии, которая как раз заточена под мониторинг состояния оборудования. Она агрегирует данные с таких регистраторов, строит динамические модели и выдает уже не просто сигнал тревоги, а предварительный диагноз — будь то ослабление фундамента турбины или дефект зуба в редукторе.
Полевые будни: установка, помехи и “немые” сбои
В теории все гладко, на практике — масса нюансов, которые не прочитаешь в мануале. Возьмем банальный монтаж акселерометра. Если его установить не на подготовленную поверхность, без правильного момента затяжки и нужного слоя прокладки, можно получить искаженные высокочастотные спектры. А это уже риск пропустить раннюю стадию повреждения подшипника, где как раз важны высокие частоты. С температурными датчиками тоже не все просто: важно, измеряешь ли ты температуру поверхности корпуса (косвенный показатель) или имеешь доступ к встроенному датчику в масляной ванне (прямой и более точный показатель).
Частая головная боль — электромагнитные помехи в цехах с большим количеством частотных приводов. Они могут здорово ?зашумлять? сигнал с вибродатчика. Приходится экранировать кабели, правильно их прокладывать, а иногда и программно отсекать помеху на этапе обработки сигнала. Это та самая “кухня”, которая и отличает работающее решение от коробочного продукта.
Бывают и вовсе коварные случаи. На одной из ТЭЦ был паровой турбогенератор, который периодически давал кратковременные всплески вибрации, не фиксируемые штатной системой КИП. Установили высокочастотный температурно-вибрационный регистратор с функцией постоянной записи. В итоге “поймали” явление — оказалось, при определенной нагрузке происходил едва уловимый контакт в лабиринтных уплотнениях, который и генерировал ударный импульс. Без детальной осциллограммы и привязки к моменту это было не обнаружить.
Выбор точки измерения: искусство компромисса
Это, пожалуй, один из самых дискуссионных моментов. Где ставить датчик? Как можно ближе к источнику потенциальной проблемы (например, прямо на корпус подшипника) или на более массивную и неподвижную часть конструкции для лучшего контакта? Для вибрации часто выбирают первый вариант, но тут может мешать высокая температура. Поэтому иногда идут на компромисс: пьезоэлектрический акселерометр ставится рядом, но на специальный кронштейн, а температурный датчик — в ближайшую точку с хорошим тепловым контактом. В системах, подобных EMDS, это учитывается на уровне конфигурации: для каждой такой точки можно задать разные весовые коэффициенты и пороги срабатывания для температуры и вибрации отдельно.
Интеграция в промышленный ландшафт: от данных к решениям
Сегодня регистратор ценен не сам по себе, а как поставщик данных для более широких систем. Взять ту же компанию Кайко Технологии. Их система EMDS — это как раз тот самый “мозговой центр”, который может потреблять информацию с множества разрозненных датчиков и регистраторов, в том числе и температурно-вибрационных. Особенно это востребовано на распределенных объектах: горно-обогатительные комбинаты, целлюлозно-бумажные заводы, где оборудование разбросано на километрах.
Система позволяет не просто видеть текущий статус “зеленый/желтый/красный”, а анализировать исторические тренды, автоматически формировать отчеты о состоянии оборудования, что напрямую влияет на планирование ремонтов. Это уже не контроль, это управление жизненным циклом. На металлургическом предприятии внедрение подобного подхода на группе насосов аглофабрики позволило перейти от планово-предупредительных ремонтов (часто избыточных) к ремонтам по фактическому состоянию. Экономия только на замене подшипников и уплотнений одной линии составила заметный процент.
Применение в ветроэнергетике — отдельная история. Там доступ к гондоле на высоте десятков метров сложен и дорог. Стационарные температурно-вибрационные регистраторы, подключенные к системе мониторинга, становятся глазами и ушами инженеров. Они отслеживают состояние главного подшипника, генератора, планетарного редуктора. Раннее предупреждение о росте вибрации на гармониках зубчатого зацепления может предотвратить катастрофический отказ, ремонт которого тянет на сотни тысяч евро и месяцы простоя.
Ошибки, которые учат: когда технологии бессильны без понимания
Расскажу о своем провале, который многому научил. На пищевом производстве поставили современные регистраторы на все основные двигатели конвейерных линий. Система работала, данные сыпались, но… мы пропустили серьезную поломку редуктора. Почему? Датчики стояли на корпусах двигателей, а редуктор был смонтирован на общую раму через виброопоры. Мы видели небольшой рост вибрации на моторе, списали на ослабление клиновых ремней, а в это время разрушался подшипник промежуточного вала в редукторе. Оказалось, виброопоры изолировали высокочастотную составляющую, и она просто не доходила до наших датчиков.
Вывод: нельзя слепо доверять даже самым продвинутым приборам. Нужно глубоко понимать кинематическую схему агрегата, все возможные пути передачи вибрации. Иногда один правильно расположенный датчик ценнее десятка, размещенных по шаблону. После этого случая мы всегда начинаем с детального анализа конструкции и часто делаем “обход” с портативным анализатором, чтобы найти оптимальные точки для постоянного мониторинга, прежде чем закупать и устанавливать стационарные температурно-вибрационные регистраторы.
Еще один урок — человеческий фактор. Внедрили систему, обучили персонал, но через полгода получили ложные срабатывания. Разбираемся — оказывается, техник при плановой уборке стал опираться шлангом для продувки на кожух агрегата рядом с датчиком. Вибрация от ударов струи воздуха и давала всплески. Пришлось вносить изменения в регламенты обслуживания и устанавливать защитные кожухи вокруг точек измерения. Мелочь? Но именно из таких мелочей складывается надежность всей системы диагностики.
Взгляд вперед: что дальше?
Сейчас тренд — это еще большая интеграция и интеллектуализация. Температурно-вибрационный регистратор постепенно перестает быть просто сборщиком данных. В него вшивают простейшие алгоритмы первичной обработки, чтобы передавать по сети уже не гигабайты сырых осциллограмм, а готовые диагностические признаки или даже предварительные вердикты. Это снижает нагрузку на каналы связи и центральный сервер.
Перспективное направление — сочетание данных вибромониторинга с другими параметрами: анализом масла, термографией, данными SCADA-систем о нагрузке и оборотах. Тогда картина становится по-настоящему объемной. Например, система EMDS как раз позиционируется как комплексная платформа для мониторинга состояния, куда могут стекаться данные из разных источников. Это позволяет точнее отделять изменения в состоянии оборудования от изменений в его рабочем режиме.
В конечном счете, все эти технологии — лишь инструменты. Их ценность определяет инженер, который способен связать воедино сухие цифры с реальными физическими процессами в машине. И в этом смысле хороший регистратор — это как качественный стетоскоп для врача: он не ставит диагноз вместо тебя, но дает услышать то, что иначе не услышишь. Главное — научиться правильно слушать и интерпретировать эти сигналы, будь то на насосе химического завода или в редукторе промышленного вентилятора. Опыт, подкрепленный технологиями, — вот что в итоге предотвращает аварии и сохраняет ресурс.